Phone: +86 15398058207
E-mail: sales@blisspak.com
Add: Room 603 Building C, The Huixin Center, Zhangba One Road, Yanta Zone, Xi'an City, Shaanxi Province, China
What Is Blister Packaging in Pharmacy?
Blister packaging is one of the most widely used packaging solutions in the pharmaceutical industry. It provides individual protection for tablets, capsules, and medical products, ensuring that medications remain safe, stable, and easy to dispense. Because of its strong barrier performance and convenient unit-dose format, blister packaging has become the preferred packaging method for both prescription and over-the-counter medicines. For pharmaceutical manufacturers and packaging suppliers such as BlissPak, blister packaging plays a key role in ensuring product protection, efficient logistics, and compliance with strict pharmaceutical packaging standards. In this guide, we explain what blister packaging in pharmacy is, how it works, the materials used, and why it remains essential in modern pharmaceutical packaging systems.
What is Blister Packaging?
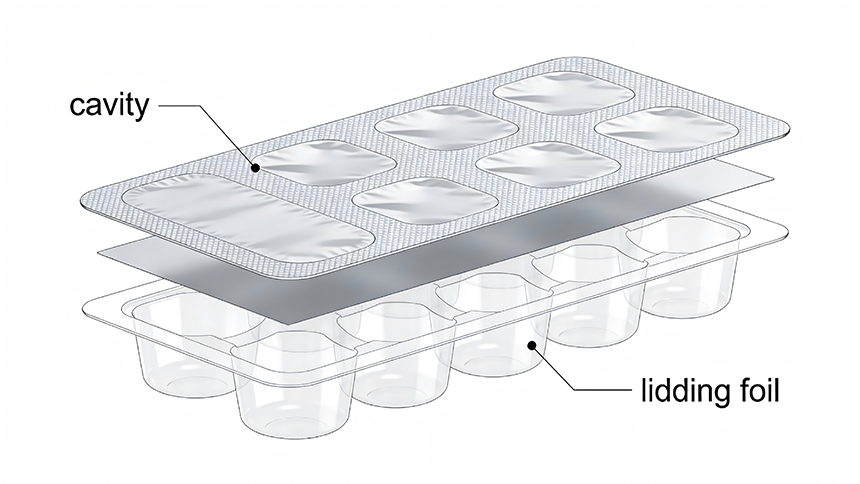
Blister packaging is a unit-dose packaging system in which each tablet, capsule, or medical product is sealed individually inside a pre-formed cavity. The cavity is typically made from plastic film or aluminum laminate and sealed with a backing layer such as aluminum foil. This structure protects medicines from environmental factors such as:
- Moisture
- Oxygen
- Light exposure
- External contamination
Types of Blister Packaging in the Pharmaceutical Industry
Pharmaceutical blister packaging can be produced using different technologies depending on the product requirements.
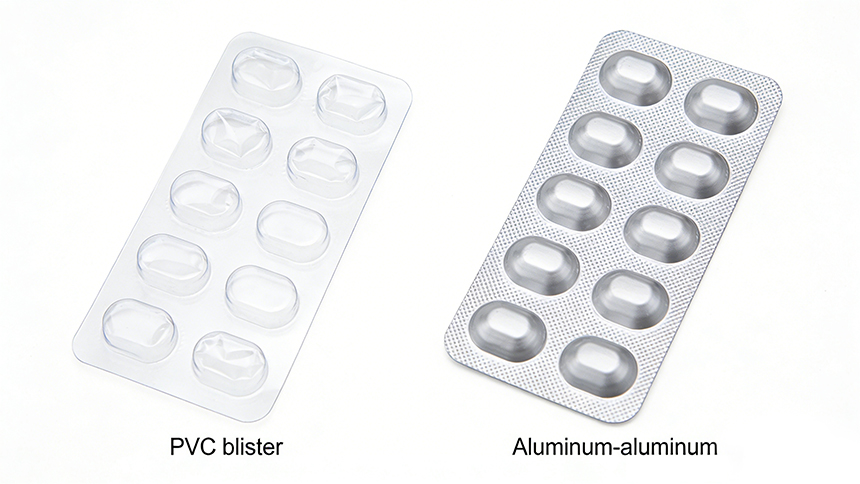
Thermoformed Blister Packaging: Thermoforming is the most common blister packaging method. In this process, plastic sheets are heated and molded into cavities using vacuum or pressure. This method offers high production efficiency, lower packaging costs, and transparent product display, making it ideal for OTC medicines and standard pharmaceutical tablets.
Cold-Formed Blister Packaging (Alu-Alu): Cold forming uses aluminum laminate to create blister cavities without heat. This type of packaging is commonly used for moisture-sensitive or high-value pharmaceutical products. Its main advantages include an excellent moisture barrier and strong protection against oxygen and light, which ensures a longer shelf life for sensitive drugs.
Peelable or Push-Through Blister Packs: Some blister packs allow patients to push tablets through the foil backing, while others have peelable lids for easier opening. These designs help improve accessibility for elderly patients and those with reduced hand strength, while also meeting child-resistant packaging requirements.
Applications of Blister Packaging in the Pharmaceutical Industry
Blister packaging has a wide range of applications across the pharmaceutical sector.
Tablet and Capsule Packaging
The most common use is oral solid dosage packaging, where tablets or capsules are individually sealed for better protection and dosage control.
Prescription and OTC Medicine Packaging
Blister packs are widely used for both prescription medications and over-the-counter drugs, helping maintain product integrity during transportation and storage.
Medical Devices and Diagnostic Kits
Blister packaging can also be used to package small medical products such as:
- Syringes
- Lancets
- Medical test kits
- Diagnostic components
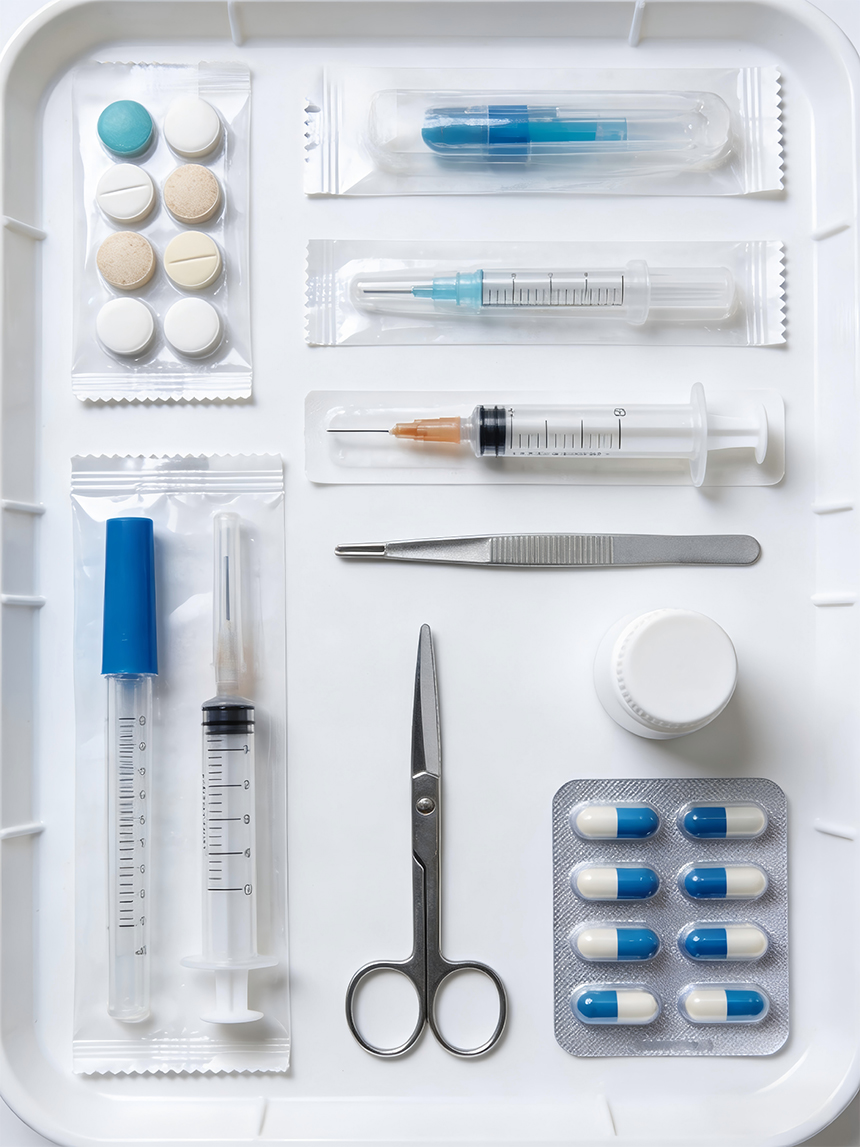
Packaging manufacturers like BlissPak often provide customized blister tray or blister packaging solutions for medical devices and healthcare products.
Medication Compliance Packaging
Some blister packs include calendar layouts, which guide patients to take the correct medication at the right time.
This improves medication adherence and reduces the risk of missed doses.
Advantages of Blister Packaging in Pharmacy
Superior Product Protection: Blister packs protect medications from moisture, oxygen, light, and contamination, ensuring drug stability and extended shelf life.
Accurate Unit Dosing: Each cavity contains a single dose, reducing the risk of dosage errors and improving patient safety.
Tamper-Evident Design: Blister packs clearly show if a package has been opened or damaged, helping ensure product authenticity and safety.
Efficient Transportation and Storage: Blister packaging is lightweight, compact, and easy to stack, making it ideal for pharmaceutical distribution and global supply chains.
Improved Patient Compliance: Calendar-style blister packs help patients follow medication schedules more easily, improving treatment outcomes.
Future Trends in Pharmaceutical Blister Packaging
As pharmaceutical packaging technology continues to evolve, blister packaging is also advancing in several key areas:
Sustainable packaging materials, Recyclable blister films, Smart packaging with digital tracking, High-barrier materials for sensitive drugs
Packaging companies such as BlissPak are continuously developing new packaging technologies to support pharmaceutical manufacturers with efficient, protective, and sustainable packaging solutions.For pharmaceutical companies seeking reliable packaging solutions, working with experienced packaging manufacturers such as BlissPak can help ensure product safety, regulatory compliance, and efficient large-scale production.
FAQ
What is blister packaging in pharmacy?
Blister packaging is a pharmaceutical packaging method where tablets or capsules are sealed individually in plastic or aluminum cavities to protect them from moisture, oxygen, and contamination.
Why do pharmaceutical companies use blister packaging?
Pharmaceutical companies use blister packaging because it provides strong product protection, accurate unit dosing, tamper evidence, and improved patient compliance.
What materials are used in pharmaceutical blister packs?
Common materials include PVC, PET, PP, PVDC laminated films, and aluminum foil, which provide barrier protection against moisture, oxygen, and light.

- How VOID Tamper-Evident Technology Eliminates Packaging Substitution
- Why Color-Shifting Ink is Crucial for Gold Packaging
- How NFC Blister Cards Are Revolutionizing Gold Authentication
- Custom Gold Bar Blister Packaging Manufacturer
- What is a blister for packaging?
- What Are the 4 C's of Packaging
- How Modern Packaging Protects Precious Metals from Counterfeiting
- Why Jewelers and Collectors Use Blister Cards
- Complete Guide to Standard Gold Bar and Gold Coin Mold Specifications
- The Complete Production Process of Blister Packaging for Gold Products